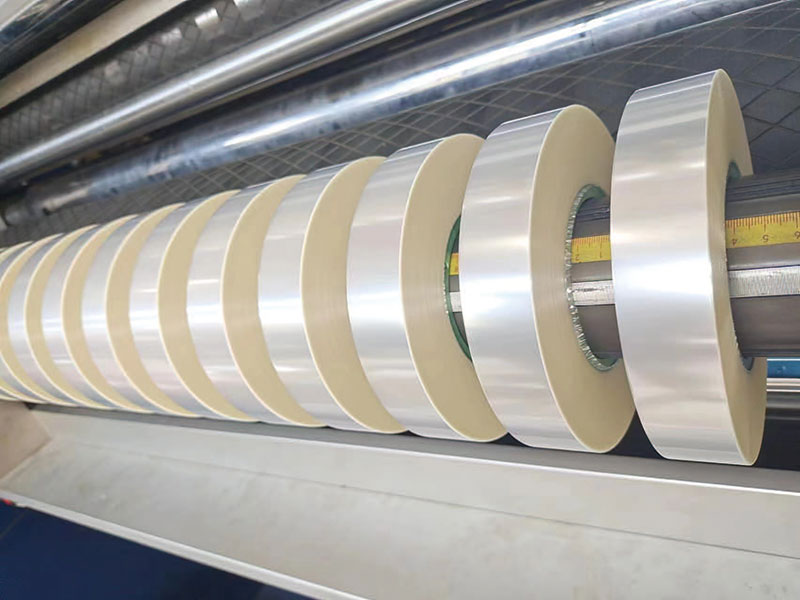
In the production and processing process of PET film, black spots and impurities have always been key pain points affecting product quality. These small defects will not only reduce the appearance quality of the film, but may also lead to waste products in printing, aluminizing, laminating and other processes for downstream customers. The slitting link is precisely the "high-incidence area" and "last line of defense" of black spot impurities. How to effectively control black spot impurities through a clean slitting process has become an urgent technical issue in the industry.
1. Analysis of the source of black spot impurities
To solve the problem, we must first clarify the source. The black spot impurities that appear during the PET film slitting process usually come from the following aspects:
1. Metal chips caused by equipment wear: tiny metal powders produced after the slitting blade rubs against the film at high speed for a long time and the knife edge is passivated
2. Suspended particles in the environment: dust and fibers in the air in the workshop are adsorbed on the surface of the film under the action of static electricity
3. Masterbatch carbide carried by the film itself: gel particles or high-temperature carbonization points that are not uniformly dispersed during the extrusion molding stage
4. Dirt accumulation on guide rollers and pressure rollers: The oil stains and debris adhered to the surface of the rubber rollers during long-term operation are reversely adhered to the film
5. Electrostatic adsorption effect:P ET film is prone to static electricity, actively adsorbing tiny impurities in the surrounding environment

2. The core principle of clean slitting
Cleaning and slitting is not a single measure, but a set of systematic processes that run through "people, machines, materials, methods and environments". Its core principles can be summarized as:
Source blocking + process adsorption + in-line detection + regular maintenance
That is, do not let impurities enter the slitting area, do not let impurities stay on the membrane surface, do not let black spots leak through the detection, and do not let the equipment become a source of pollution.
3. Specific implementation steps
1. Preparation before slitting
Deep cleaning of the equipment
• Wipe all guide rollers, pressure rollers and flattening rollers of the slitting machine with alcohol to remove surface oil stains and residual adhesive
• Inspect and replace aging or broken rubber rollers to prevent chip shedding
• Clean up dust accumulation in the winding and unwinding areas
Blade condition check
• Replace slitting blades that have been used more than the specified number of meters, as blunt knives will not only have rough cutting surfaces, but will also produce metal particles
• Ceramic-coated or carbide inserts are used to reduce the wear rate
Workshop environmental control
• It is recommended to meet the cleanliness standard of 100,000 in the slitting area and maintain positive pressure air supply
• The relative humidity is controlled between 50%~60%, which can not only suppress static electricity, but also cause hygroscopic deformation of the film
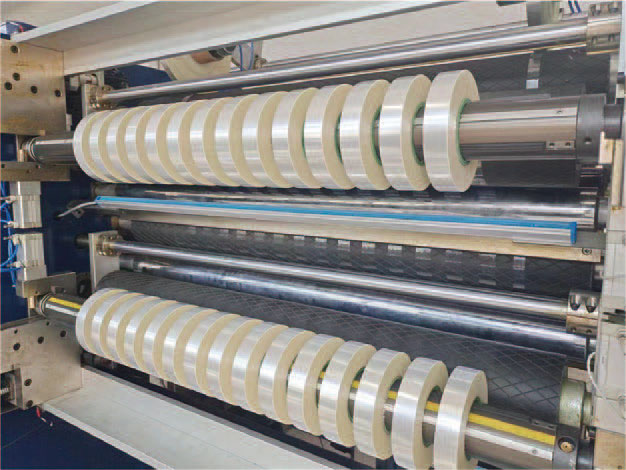
2. In-line cleaning during slitting
Contact cleaning device (sticky dust roller)
Before the film enters the slitting knife group, one or more sets of sticky dust rollers are installed. The principle is to use a silicone roller with a certain viscosity to "stick" down the particles on the upper and lower surfaces of the film. The sticky dust rollers need to be replaced or cleaned regularly, usually once per shift.
Non-contact cleaning device (ion air knife)
The high-pressure ion air knife performs two functions at the same time by blowing out a high-speed ionized air stream:
• Neutralizes static electricity on the surface of the film and reduces the electrostatic adsorption capacity
• Blow loose impurities on the surface and collect them through negative pressure air inlets
It is recommended to set up an ion air knife after unwinding, before slitting and before winding.
Online visual inspection system
It is equipped with a high-resolution line array camera to scan the black spots on the film surface in real time. When a black spot exceeding the set size (e.g., ≥0.1mm) is detected, the system can automatically mark the position or link the shutdown alarm to prevent the problem film from being involved in the finished product.
3. Winding and subsequent protection
• Contact surface cleaning: The winding core pipe should be purged or wiped clean before use to avoid chips on the end face
• Static elimination rod: Install an electrostatic eliminator rod in the last process before winding to reduce the possibility of the finished coil absorbing environmental dust
• Lamination protection: For high-end optical-grade PET films, a layer of low-viscosity protection film can be covered immediately after slitting
4. Periodic maintenance system
| project | Frequency | Standard |
| Sticky dust roller replacement/cleaning | Every shift | There are no obvious dirty streaks on the surface |
| Blade replacement | Every 200,000 meters or per shift | The incision is burr-free and metallic powder-free |
| Wipe the guide roller | daily | There are no black marks on the white cloth |
| Air knife filter cleaning | weekly | No blockage, normal wind pressure |
| Workshop cleanliness testing | monthly | ≥ 0.5 μm particle count ≤ 3.5 million/m³ |

4. Common misunderstandings and corrections
Myth 1: Only do winding and dusting, ignoring the slitting area
Correction: The area near the slitting knife group is the area with the most dense particulate production, and a local vacuum cover should be installed around the knife holder.
Myth 2: If the sticky dust roller is not dirty, there is no need to change it
Correction: The surface of the sticky dust roller seems to be clean, but after the viscosity decreases, it can no longer effectively capture tiny particles, and it should be forcibly replaced according to the time period.
Myth 3: The sharper the blade, the longer it cuts
Correction: Blades used beyond the deadline will produce metal chips due to microscopic chipping, so it is recommended to use the "timed replacement system" instead of the "fixed meter replacement system".
5. Effect evaluation and continuous improvement
After implementing the clean slitting process, it is recommended to establish a black spot impurity control ledger and record the following indicators:
• Number of black spots detected per million square meters
• Customer complaint rate due to black spots on the client
• Average trouble-free meters after slitting machine blade replacement
Continuously optimize cleaning cycles and process parameters through the PDCA cycle (Plan-Do-Check-Improve). Some high-end film companies have achieved the traceability of the "black spot map" of each roll of film, increasing the black spot control ability of the slitting process to more than 99.5%.
Epilogue
The problem of black spot impurities on the PET film slitting machine is never a single link mistake, but a comprehensive reflection of the cleaning management system. From "post-sorting" to "process cleaning", from "passive treatment" to "active prevention", the cleaning and slitting process is not only a technological upgrade, but also a change in quality management concept. When every guide roller is as smooth as new, every blade is sharp and consumable, and every ray of airflow is pure and orderly, the quality boundary of PET film will also be broadened.


 1400mm Hot Stamping Foil Slitting Machine
1400mm Hot Stamping Foil Slitting Machine 800mm Hot Stamping Foil Slitting Machine
800mm Hot Stamping Foil Slitting Machine New Energy Ultra-thin Film Slitting Machine For Capacitive Film
New Energy Ultra-thin Film Slitting Machine For Capacitive Film 1350mm Hot Stamping Foil Slitting Machine
1350mm Hot Stamping Foil Slitting Machine New Energy Ultra-thin Film Slitting Machine For MOPP
New Energy Ultra-thin Film Slitting Machine For MOPP New Energy Ultra-thin Film Slitting Machine For MPET
New Energy Ultra-thin Film Slitting Machine For MPET Film Slitting Machine
Film Slitting Machine 1400mm Copper Foil Slitting Machine
1400mm Copper Foil Slitting Machine




 +86 135 9951 7291
+86 135 9951 7291 support@delishmachine.com
support@delishmachine.com