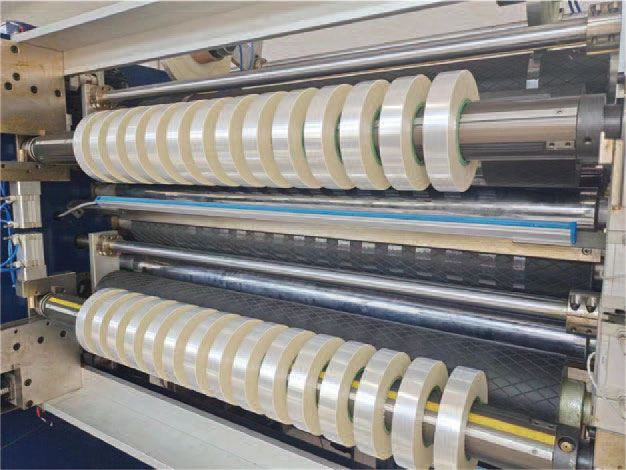
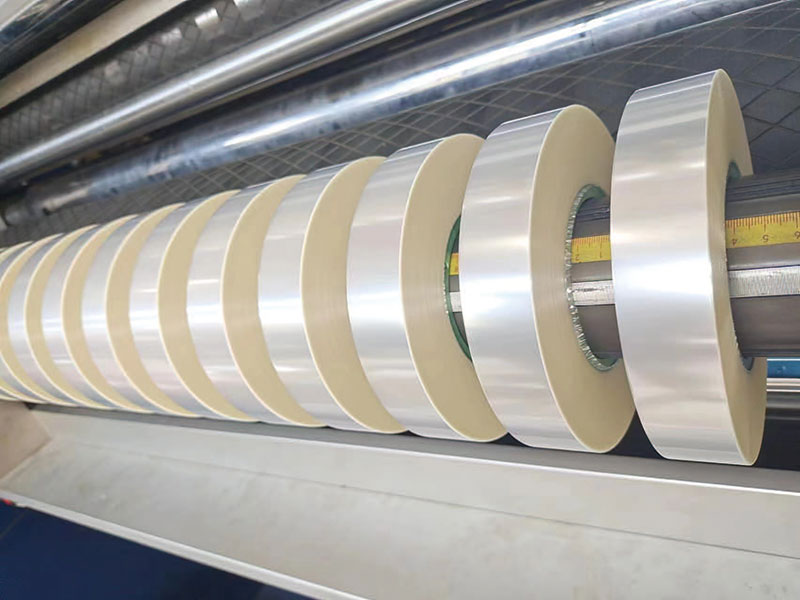
In the PET film processing process, slitting is a key factor determining the final product's quality and cost. Due to PET film's thin thickness, easy stretching, and tendency to generate static electricity, traditional slitting methods often face issues such as inaccurate length fixation, edge burrs, wrinkles, and even film breakage, resulting in a high rate of material loss. How to reduce losses through precise length control and low-waste design has become a core issue for enterprises to enhance competitiveness. This article starts from actual production pain points and proposes a systematic solution.
1. Analysis of Main Sources of Loss
In the slitting process, material loss mainly comes from the following four aspects:
1. Excess Defect Due to Length Error: If the slitting length is not precisely controlled (such as due to tension fluctuations or encoder slippage), the product length exceeds the allowable tolerance range, resulting in the scrapping of entire rolls or sections.
2. Slitting edge material and starting scrap: To ensure neat slitting, 10-30mm of trimming should be reserved on both sides of each roll; Each recoil change and startup generates 0.5-2 meters of membrane lead waste.
3. Grade reduction caused by slitting defects: Scratches, dust contamination, electrostatic adsorption of impurities, or uneven cutting surfaces can cause the product to be downgraded from premium to equivalent goods.
4. Loss from rewinding and shutdown: When frequently changing the reel, adjusting tools, or handling film breakage, the production line must slow down or stop, and the materials generated during this process are directly scrapped.
Based on the above analysis, the key to reducing losses lies in: improving length determination accuracy, minimizing unnecessary edge materials, stable operation, and minimizing abnormal downtime.
2. Precise Length-Determining Control Scheme
Precise length determination is the core to reducing lengthwise deviation scrap.
1. Closed-loop tension and speed synchronization control
◦ Uses vector variable frequency motors to drive the unwinding, traction, and winding units, and maintains stable operation of the film at low tension through PID tension closed-loop adjustment (typical set value: 20-50 N/m, adjusted according to film thickness), avoiding inflated actual length caused by tensile deformation.
◦ Install a high-resolution encoder at the traction roller (pulses per revolution ≥2500) to form dual encoder redundancy with the winding reel encoder, eliminating cumulative length errors caused by slippage.
2. Non-contact length measurement based on vision or laser (optional advanced solution)
◦ For highly demanding fixed-length applications (tolerance <±0.1%), trace amounts of volatile invisible markers can be sprayed onto the film surface, read by laser sensors or high-speed cameras, and compensated in real time by encoders.
3. Intelligent acceleration and deceleration pre-control
◦ The slitting machine is prone to length deviations during the start-stop phase. By establishing a speed forward model in the PLC, the deceleration point position is automatically calculated based on the set length, current speed, and deceleration time, ensuring the machine stops exactly when it reaches the target length, avoiding overshoot or undershoot.
4. Automatic correction function for the first volume
◦ After each roll change, the first roll often experiences length deviations due to unstable initial tension. The system should have self-learning and correction: measure the difference between the actual length of the first roll and the set value, automatically adjust the docking coefficient of the second roll, and usually enter high-precision mode after two rolls.

3. Design of a Waste Reduction Plan
Reducing material loss relies not only on control algorithms but also on the coordination of mechanical structure and process design.
1. Narrow and non-trimming technologies
◦ Uses a high-precision circular cutter + downcut layout, reducing the cut edge width from the conventional 15mm to 5-8mm.
◦ For applications without special requirements for width direction, an automatic tool setting and trimming system can be used: using edge sensors to track the membrane edge position in real time, so the cutter only removes excess misaligned parts rather than fixed-width edges.
◦ Explore compression cutting rather than shear processes (for PET films ≥ 50μm thick), generating almost no powder and eliminating the need for extra trimming margin.
2. Minimizes waste from startup and reroll changes
◦ Designed dual-station rotary winding shaft: When a core is about to be fully rolled, the film automatically adheres to the new core, reducing the length waste during the winding process from the traditional 2 meters to within 0.5 meters.
◦ Vacuum adsorption film introduction at the initial stage: using negative pressure to flatly adsorb the film head onto the winding core, avoiding 2-3 meters of starting waste generated by manual winding.
3. Tool management system
◦ Install an automatic knife pressure adjustment device to adjust the downward pressure of the circular blade in real time according to changes in film thickness, preventing burrs or breakage caused by excessive pressure. Maintain blade sharpness (it is recommended to replace the blade every 2 million meters); otherwise, edge quality will deteriorate, leading to overall roll degradation.
4. Static electricity and dust control
◦ PET film generates strong static electricity during high-speed slitting, which attracts dust from the air and causes surface defects. Static electricity elimination rods (AC or pulse type) should be installed at the unwinding and rewinding points, and a low-airflow dust cover should be set above the blade shaft to reduce downgrade losses caused by surface quality issues.
4. Operation Management and Data Closed Loop
Even if the equipment hardware is well-developed, a lack of scientific management strategies can still cause hidden losses.
• Real-time Loss Monitoring: The human-machine interface displays the "theoretical usage vs. actual usage" of each roll of material, and automatically triggers an alarm when the loss rate per roll exceeds the set threshold (e.g., 2%).
• Reroll Record Analysis: Statistics on the length of waste generated during each reroll, classification of causes (waiting, tool adjustment, film breakage, etc.), and pinpointing major loss links via Pareto charts.
• Fixed length accuracy SPC: Actual length is measured every 10 rolls and control charts are drawn. If a system deviation exceeds ±0.2%, immediately check the encoder and tension parameters.

5. Practical Application Results
Taking an optical-grade PET film slitting production line as an example, the following results were achieved after introducing the above solution:
| Indicators | Before improvement | After improvements | Reduction |
| Fixed Length Tolerance (1000m roll) | ±2.5m | ±0.8m | 68% |
| Edge width per roll | 15mm | 6mm | 60% |
| Start + reroll waste reels | 3.2m/roll | 0.9m/roll | 72% |
| Total material loss rate | 4.7% | 1.9% | 60% |
6. Conclusion
Reducing material loss during PET film slitting cannot rely solely on a single technology; instead, a trinity solution of "precise length-setting control + low-waste mechanical design + data-driven management" should be established. By synchronizing closed-loop tension and speed, narrow trimming processes, dual-station rewinding, and real-time loss monitoring, it effectively reduces length errors, lowers edge material and starting scrap, and improves product yield. For enterprises, this is not only a cost saving, but also an important step toward achieving green manufacturing and lean production. With the further maturity of sensor and servo control technologies, it is expected that PET film slitting loss rates will be controlled within 1% in the future.


 1400mm Hot Stamping Foil Slitting Machine
1400mm Hot Stamping Foil Slitting Machine 800mm Hot Stamping Foil Slitting Machine
800mm Hot Stamping Foil Slitting Machine New Energy Ultra-thin Film Slitting Machine For Capacitive Film
New Energy Ultra-thin Film Slitting Machine For Capacitive Film 1350mm Hot Stamping Foil Slitting Machine
1350mm Hot Stamping Foil Slitting Machine New Energy Ultra-thin Film Slitting Machine For MOPP
New Energy Ultra-thin Film Slitting Machine For MOPP New Energy Ultra-thin Film Slitting Machine For MPET
New Energy Ultra-thin Film Slitting Machine For MPET Film Slitting Machine
Film Slitting Machine 1400mm Copper Foil Slitting Machine
1400mm Copper Foil Slitting Machine




 +86 135 9951 7291
+86 135 9951 7291 support@delishmachine.com
support@delishmachine.com