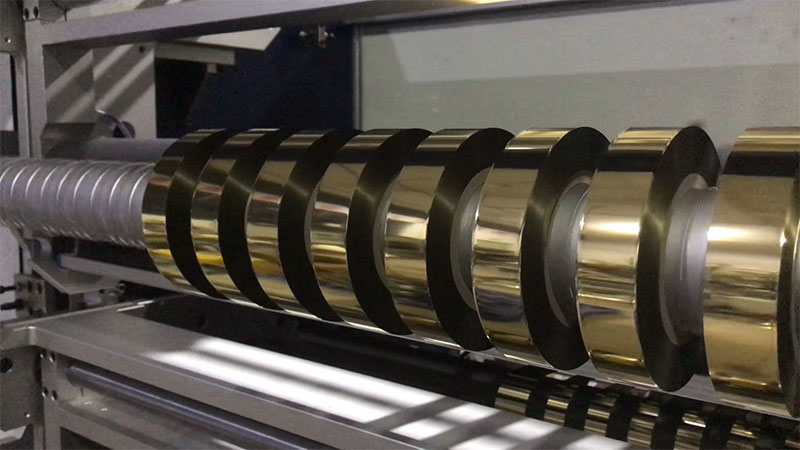
In the hot stamping workshop of cigarette packs, wine boxes, and luxury packaging, this is the scene that quality managers are most afraid to see: after the high-speed embossing of the valuable hot stamping foil, there is a slight "gold powder" tail or jagged notch on the edge of the pattern. This defect, known as "flying gold" or "burrs", is often not attributed to the pressure or temperature of the hot stamping machine, but is rooted in the previous process - the slitting of hot stamping foil.
The "burr" problem is essentially an intersection of mechanical precision, material mechanics and process chemistry. When there is irregular fluffing, brushing, or foil falling off at the slitting edge, it means that the knife is not "cutting" the foil but "tearing" it. To solve this problem, the modern hot stamping foil slitting machine must be a systematic technological innovation from the "tip of the knife" to the "cloud".
1. Blade Revolution: From "Blunt Extrusion" to "Mirror Shearing"
The first level of solving the glitch lies in the tool itself. When traditional ordinary steel knives cut high-hardness coated foil, they often do not last a few kilometers and produce micron-level chips, turning into "blunt instruments". When the blade becomes dull, it no longer cuts off the PET base film and coating, but relies on tension to tear it off, which physically inevitably creates burrs.
Modern high-end slitting machines introduce diamond-coated tools or cemented carbide tools and process them with high-precision grinding machines to achieve a mirror edge roughness of Ra≤0.1μm. This extremely sharp blade separates the foil cleanly without damaging the multi-layer structure (release layer, coloring layer, aluminized layer).
In addition, the matching of tool geometry is crucial. For hot stamping foil with a thickness of only 12μm-30μm, the equipment adopts a small cutting angle design of 20°-30°, and forms a "shear" slitting instead of "squeezing" slitting with the bite volume of the upper and lower knives, eliminating the coating peeling caused by lateral force.
2. Ultimate stability: "no shaking and no bias" in the micron world
Even if the tool is sharp, burrs can still occur if the mechanical stability during the slitting process is insufficient. Even the beating of the cutter shaft at the micron level will cause the cutting pressure to fluctuate between large and small, resulting in local "continuous cutting" or "over-cutting" drawing.
For this reason, the device for solving the burr must have extremely high static and dynamic rigidity:
1. Zero-Clearance Cutter Shaft: High-end slitting machines strictly control the runout of the cutter shaft within 0.01mm, and some even use air levitation or magnetic levitation guide rail technology to reduce mechanical friction and ensure that the blade trajectory is as straight as a line under high-speed rotation.
2. Active Deviation Correction: To cope with the "serpentine" swing of the material itself, the equipment is equipped with an EPC (Edge Position Control) system that uses photoelectric sensors to track the edges of the foil in real-time with an accuracy of ±0.1mm. Once the material is off the mark, the actuator quickly corrects to ensure that the blade is always cut on the predetermined "track" and avoids excessive burrs on one side due to cutting offset.

3. Tension control: the invisible "invisible hand"
Many times, the burrs are not cut, but "pulled" or "ground". If the tension during the slitting process is out of control, the foil will be tensile deformed or violently shaken. When the deformed foil passes through the knife edge, the edge fibers will be stretched and broken, forming burrs.
The solution lies in the closed-loop controlled brain:
• Automatic constant tension system: The equipment monitors the foil force in real time through floating rollers or tension sensors, and uses PID algorithm to automatically adjust the rewinding torque. Regardless of the size of the coil, it can ensure that the foil passes through the cutter edge at a constant speed and flatness, and the fluctuation is controlled within ±0.5N.
• Multi-stage tension matching: For different materials such as PET-based and paper-based hot stamping foils, the system can set differentiated unwinding, traction and winding tensions (for example, the paper-based foil only needs a low tension of 1.0-2.0N/cm² to prevent stretching), and the winding tension is usually 10%-15% lower than that of unwinding, perfectly avoiding edge wrinkles and drawing caused by sudden tension changes.
4. Environment and Post-treatment: Eliminating the "Invisible Killer"
Two highly overlooked factors are also accomplices of burrs: static electricity and dust.
The high-speed friction during foil slitting will generate high-voltage static electricity, which will not only adsorb dust in the air, but also cause the cut micron-sized foil powder to adhere firmly to the cut edge, forming a "secondary burr".
An effective solution to this problem is to integrate an electrostatic elimination system. By installing an ion air rod near the tool holder, the electrostatic charge on the surface of the material is neutralized, so that the chips cannot be adsorbed. At the same time, with the negative pressure vacuum device and contact brush, the dust that has just been separated is instantly extracted and filtered. This not only ensures smooth cutting edges, but also prevents these dusts from causing hot stamping pockmarks in the subsequent hot stamping process.
5. The "art of fine-tuning" process parameters
In addition to hardware, solving burrs requires flexible process adjustments based on material batches. Modern slitting machines usually have a data-based parameter library:
• Speed matching: slitting ordinary PET foil can reach 300m/min, but when encountering brittle or thick special foils, the operator will appropriately reduce it to 30-50m/min to prevent the coating from softening and drawing due to heat accumulation caused by too fast speed.
• Ambient temperature control: Since hot stamping foil is sensitive to humidity, production workshops usually maintain a constant temperature and humidity environment of 23±1°C and 45%-55% RH to avoid dimensional changes caused by moisture absorption expansion or dry shrinkage that affect the slitting accuracy.
Epilogue
The problem of burrs on the edges of hot stamping foil slitting is essentially a challenge to the limit of precision. From the micron-level edge of the diamond blade, to the smooth operation of the magnetic levitation guide, to the tension compensation of AI algorithms, the modern slitting machine successfully controls the burr height within 5μm through the trinity solution of "cutting, controlling, and clean". This not only ensures that the edges of the foil stamping pattern are as smooth as a mirror, but also makes a qualitative leap in production efficiency and material utilization.


 Automatic Foil Roll Cutting Machine
Automatic Foil Roll Cutting Machine 1400mm Hot Stamping Foil Slitting Machine
1400mm Hot Stamping Foil Slitting Machine 800mm Hot Stamping Foil Slitting Machine
800mm Hot Stamping Foil Slitting Machine Manual Foil Roll Cutting Machine
Manual Foil Roll Cutting Machine 1350mm Hot Stamping Foil Slitting Machine
1350mm Hot Stamping Foil Slitting Machine 1400mm Copper Foil Slitting Machine
1400mm Copper Foil Slitting Machine Photo & Card Print Ribbon Rewinding Machine
Photo & Card Print Ribbon Rewinding Machine 1350mm/1600 Foil Slitting Machine
1350mm/1600 Foil Slitting Machine




 +86 135 9951 7291
+86 135 9951 7291 support@delishmachine.com
support@delishmachine.com