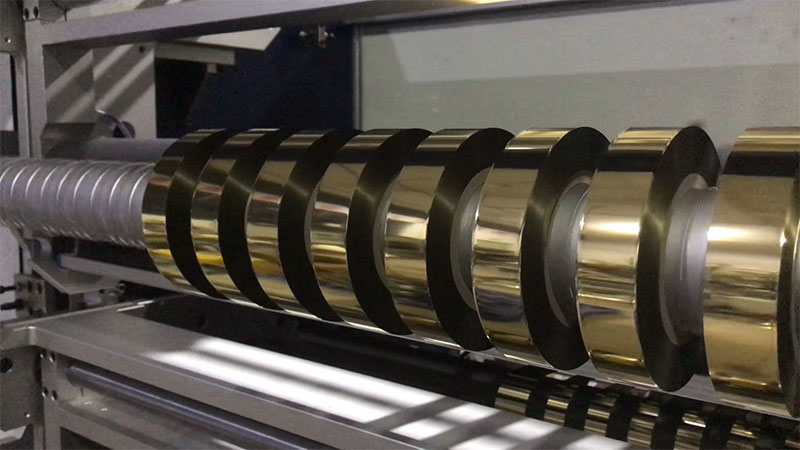
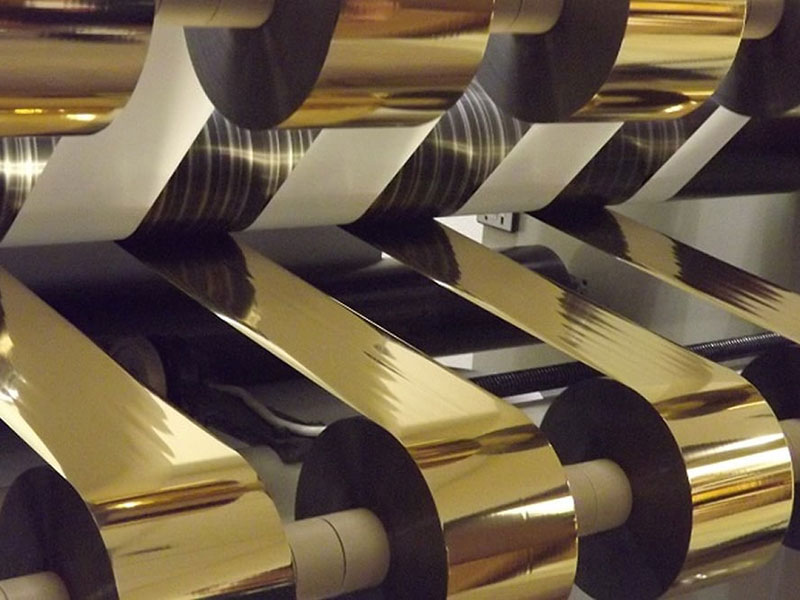
In the production process of hot stamping foil, the quality of the cut edge in the slitting process directly affects the subsequent hot stamping effect and material utilization. Many operators encounter a headache – uneven cutting edges, many burrs, and even wavy edges. This not only causes material waste, but may also lead to poor foil flow and incomplete patterns during hot stamping.
In fact, 90% of the problem of uneven cutting edges is rooted in inaccurate knife alignment. The following set of "3-step precise knife matching method" can help you systematically solve this stubborn disease.
Step 1: Static Datum Tool Alignment – Eliminate initial deviations
Before turning on, do a static calibration. This is the most overlooked but critical step.
1. Clean the tool shaft and tool holder: Wipe the tool shaft mounting surface and blade clamping part with non-woven fabric dipped in alcohol to remove residual foil powder and glue stains. Tiny foreign objects will cause the blade to tilt by 0.1mm, and the cut edge will be noticeably white.
2. Lower knife positioning: Lower the slitting circular blade to the surface of the bottom knife (anvil roller) and check the gap with a 0.05mm feeler gauge. The standard state should be "touch-like, but not touch" - the blade is just in contact with the bottom knife and there is no metal scratching sound when turning.
3. Angle Verification: Use a blade angle gauge to measure the cutting angle between the blade and the bottom cutter. The recommended cutting angle for hot stamping foil (PET substrate + coating) is 8°~12°. If the angle is too large, it is easy to break the edge, and if it is too small, it will be cut continuously.
4. Locking sequence: pre-tighten the inner screws first, and then tighten the outer screws alternately. The wrong order will cause the blade to produce "warping and deformation", and when it is static, it will bury the hidden danger of uneven cutting edges.
Operation points: After completing the static tool setting, use the manual plate to move the tool shaft around to confirm that the gap between the blade and the base knife is uniform - the resistance is consistent throughout the process.

Step 2: Dynamically fine-tune the knife - find the right in the running close
Static knife setting can only ensure that it is "installed", and dynamic fine-tuning can ensure "good cutting". This step needs to be completed when the equipment is running at low speed (recommended 10~15m/min).
1. Find the runout by the tabulation method: Place the dial indicator at the shaft sleeve of the cutter shaft and measure the radial runout of the blade edge. The required runout is ≤0.02mm. If it exceeds the standard, loosen the half-circle knife seat screw and adjust it with a copper rod until the runout reaches the standard.
2. Try to cut the section: Take a piece of waste foil and try to cut 100mm long at a working speed (e.g. 80m/min). Check the section with a 10x magnifying glass:
◦ Neat and burr-free → qualified
◦ There are many burrs on one side → The blade is not parallel to the bottom cutter
◦ Vill-like burrs on both sides → Blade passivation or small cut angle
3. Axial compensation of the bottom knife: The common "serpentine" cutting edge of hot stamping foil slitting is often not a problem with the knife, but the axial movement of the base knife (anvil roller). When the dial indicator is used to hold the end face of the bottom knife and the needle swings >0.03mm, the bottom knife bearing gland needs to be tightened.
Common misunderstanding: Many people sharpen or change knives immediately when they see uneven cutting edges, but ignore the state of the bottom knife. In fact, 70% of dynamic edge misalignment is caused by bottom cutter runout.

Step 3: Tension matching tool setting - material adaptability locking
The first two steps solve the mechanical geometric accuracy, and the last step is to solve the problem of "material and process matching". Different thicknesses and different materials of hot stamping foil have subtle but key differences in the state of the knife.
1. Unwinding tension calibration: use a tensiometer to measure the tension of the foil surface. Recommended parameters:
◦ 12μm ordinary electroconverted aluminum: unwinding tension 5~8N, rewinding tension 8~12N
◦ 16μm holographic hot stamping foil: unwinding tension 8~12N, winding tension 12~16N
◦ The tension fluctuation should be controlled within ±0.5N
2. "Borrow Knife" Fine-Tuning Method: Based on dynamic fine-tuning, feed the tool in 0.05mm increments each time until the cutting edge is completely smooth. Wait 10 seconds for the system to stabilize each time the knife is inserted, and then observe the section.
3. Self-locking review: After the tool is set, use a marker to draw a alignment line between the tool holder adjustment screw and the fixed seat. In this way, even if someone accidentally touches it in the future, the displacement can be detected at a glance and quickly recovered.
4. Record the process card: record the final tool setting angle, tool feed volume, and tension value on the process card next to the equipment. The same specification of materials can be directly clicked on the knife next time, and the success rate can reach more than 95%.
Daily maintenance "three wants and three don'ts"
To maintain the knife-to-face effect, keep in mind the following during daily operation:
| What to ✅ do | Don't do it ❌ |
| Every time I change a roll of foil, use an air gun to blow off the powder accumulated on the knife seat | Don't hit the blade with a hard object to "borrow force" |
| Check whether there are knife marks or grooves on the surface of the bottom knife every shift | Do not mix old and new blades on the same tool shaft |
| If an abnormal edge cutting is found, immediately stop the machine and re-inspect the three-step method | Do not increase the blade pressure significantly for speed |
Summary
Uneven slitting and cutting of hot foil is essentially a trinity of "geometric accuracy + dynamic stability + material matching". Three-step precise knife alignment:
• Step 1: Static fiducial tool → eliminates installation deviations
• Step 2: Dynamically fine-tune the tool set → Eliminate runout
• Step 3: Tension matching → adapting to material properties
Following this process usually improves the quality of the trim from "barely acceptable" to "smooth, burr-free" in less than 30 minutes. If the three steps are still not ideal, check whether the blade has reached the end of its life (normally it can cut 10~150,000 meters per grind), or whether a groove has formed on the surface of the bottom knife and needs to be resharpened.
Accurate knife alignment, doing it right at one time, saves not only materials, but also time and reputation.

 Automatic Foil Roll Cutting Machine
Automatic Foil Roll Cutting Machine 1400mm Hot Stamping Foil Slitting Machine
1400mm Hot Stamping Foil Slitting Machine 800mm Hot Stamping Foil Slitting Machine
800mm Hot Stamping Foil Slitting Machine Manual Foil Roll Cutting Machine
Manual Foil Roll Cutting Machine 1350mm Hot Stamping Foil Slitting Machine
1350mm Hot Stamping Foil Slitting Machine 1400mm Copper Foil Slitting Machine
1400mm Copper Foil Slitting Machine Photo & Card Print Ribbon Rewinding Machine
Photo & Card Print Ribbon Rewinding Machine 1350mm/1600 Foil Slitting Machine
1350mm/1600 Foil Slitting Machine




 +86 135 9951 7291
+86 135 9951 7291 support@delishmachine.com
support@delishmachine.com