In the modern packaging and printing industry, the foil stamping process has become a key technology to improve product grade with its unique metallic texture and noble visual effects. The quality and precision of hot stamping foil, the core material of this process, directly determine the performance of the final product. As a key equipment connecting the production and application of gold leaf, the hot stamping foil slitting machine contains precise technical requirements in every link of its workflow. This article will provide an in-depth analysis of the complete workflow of the hot stamping foil slitting machine from raw material slitting to finished product winding.
1. Preparation: raw material inspection and equipment commissioning
The hot foil slitting process begins with rigorous raw material inspection. The operator first checks the surface quality of the master roll (usually between 1-1.5 meters in width) to ensure that there are no scratches, bubbles, impurities and other defects. At the same time, the width, length, material type and batch information of the master roll are recorded to provide a basis for subsequent process parameter setting.
In the equipment commissioning stage, technicians need to adjust the slitting parameters according to the order requirements:
• Set target slitting width (common range 5-200mm)
• Calibrated tension control system (typically maintained at 2-10N/cm²)
• Configure rewinding core specifications (typically 3" or 6" paper tubes)
• Suitable cutter type for mounting (flat, round, or razor)
2. Core process: detailed explanation of the slitting process
1. Feeding and positioning
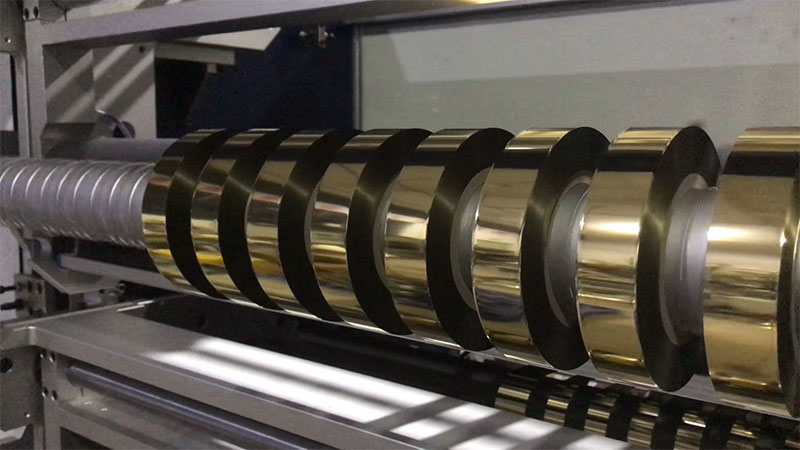
The operator smoothly loads the master coil into the unwinding station through the inflatable shaft, and automatically detects the edge position through the photoelectric sensor to ensure that the master coil is in the ideal slitting position. The accuracy of this link directly affects the slitting efficiency and material utilization.
2. Tension control and guidance
Before the hot stamping foil enters the slitting area, it needs to pass through multiple sets of guide rollers and tension control areas. Modern slitting machines use a closed-loop tension control system, which is adjusted in real time through swing roller type or magnetic powder brake, ensuring that the material maintains stable tension during the slitting process and avoids wrinkling or stretching deformation.
3. Precision slitting
This is the technical core of the entire process. There are three main types of slitting methods:
• Circular knife slitting: The most common method, suitable for most foil stamping materials, through the interaction of the upper and lower circular knives to achieve clean slitting
• Flat knife slitting: For thinner or specially coated gold leaf, the shearing action is softer
• Tear and slit: Used for specific composite materials, separated by knife scratch and then pulled
During the slitting process, the tool angle, overlap, and cutting speed need to be precisely adjusted according to the gold foil material (such as PET film, electrochemical aluminum) and thickness (usually 12-25μm) to ensure that the cutting edge is flat and free of burrs.
4. Edge trimming and dust removal
The edge debris generated by slitting is removed in real time by a negative pressure suction system to avoid contamination of the gold leaf surface. High-end equipment is equipped with static elimination devices to prevent quality problems caused by electrostatic adsorption.

3. Quality control and monitoring system
Modern slitting machines integrate a multi-dimensional monitoring system:
• Visual inspection system: Real-time detection of slitting edge quality and surface defects through CCD camera
• Width monitoring: The laser measuring instrument continuously monitors the width of the slitting strip, with an accuracy of up to ±0.05mm
• Tension feedback system: real-time monitoring of the tension uniformity of each strip
• Defect Marking System: Automatically marks detected defect areas for easy subsequent processing
Operators can view key parameters such as slitting speed (usually 30-300 m/min), current output, and equipment status in real time through the central control screen, realizing visual control of the whole process.
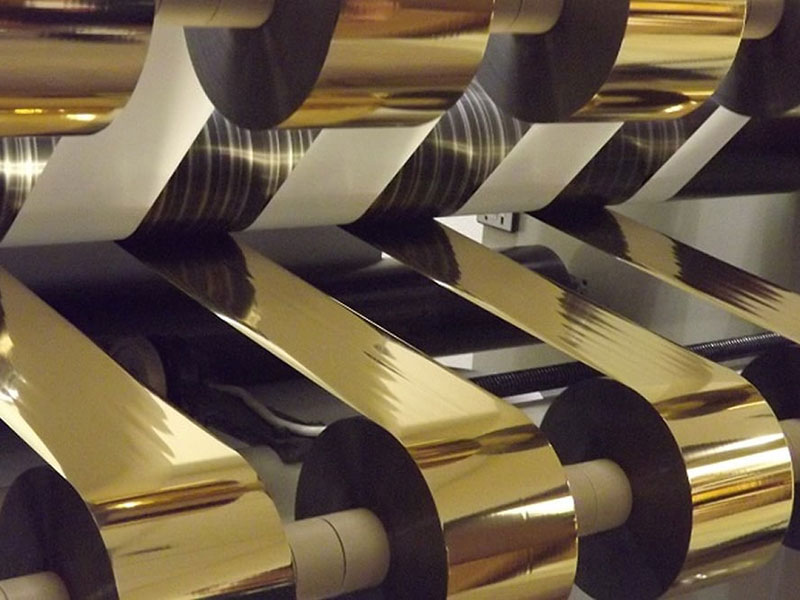
4. Winding process: the key to the forming of the finished product
1. Independent winding control
Each slitted gold foil strip is independently wound to the reel reel, each with an independent motor and tension controller to ensure that the tension of each reel remains uniform even under different reel diameters.
2. Optimization of coil structure
The winding process adopts taper tension control technology, which gradually reduces the tension as the coil diameter increases, avoiding deformation or sticking caused by excessive pressure on the inner material. The ideal winding hardness (typically 60-85 shore A) is maintained by precision algorithms.
3. Tail end processing and unwinding
When the master roll is slitted or reaches the set length, the equipment automatically reduces the speed and completes the tail end fixation. After the rewinding shaft is stopped, the operator labels and records the product information (specification, length, batch), and then unloads the finished roll by hydraulic or pneumatic device.
5. Post-processing and packaging
After the quality re-inspection, the finished roll is packaged in moisture-proof (usually using aluminum foil bags with desiccant), and protective edge plates are installed to avoid edge damage during transportation. Each roll of gold foil comes with detailed process parameter records, forming a complete quality traceability chain.
6. Technological innovation and industry trends
At present, hot stamping foil slitting technology is developing in the direction of intelligence:
• IoT Integration: Upload equipment operation data to the cloud in real-time for remote monitoring and predictive maintenance
• AI Optimization: Automatically optimize slitting parameters through machine learning algorithms to reduce test machine losses
• Green manufacturing: New tool design that reduces slitting waste and improves material utilization to more than 98%
• Multi-functional integration: integrated slitting, inspection, and packaging equipment has gradually become a high-end configuration
Epilogue
From wide master rolls to precision narrow rolls, hot stamping foil slitting machines are not only about physical dimensional changes but also about value enhancement. The precision control of each link directly affects the flatness, hot stamping suitability and final visual effect of the hot stamping foil on the printing machine. With the advancement of material science and automation technology, the hot stamping foil slitting process will continue to develop in the direction of higher precision, lower loss, and stronger intelligence, providing better basic material guarantee for the packaging and printing industry, so that every ray of metallic luster can accurately bloom in the design position.



 Automatic Foil Roll Cutting Machine
Automatic Foil Roll Cutting Machine 1400mm Hot Stamping Foil Slitting Machine
1400mm Hot Stamping Foil Slitting Machine 800mm Hot Stamping Foil Slitting Machine
800mm Hot Stamping Foil Slitting Machine Manual Foil Roll Cutting Machine
Manual Foil Roll Cutting Machine 1350mm Hot Stamping Foil Slitting Machine
1350mm Hot Stamping Foil Slitting Machine 1400mm Copper Foil Slitting Machine
1400mm Copper Foil Slitting Machine Photo & Card Print Ribbon Rewinding Machine
Photo & Card Print Ribbon Rewinding Machine 1350mm/1600 Foil Slitting Machine
1350mm/1600 Foil Slitting Machine




 +86 135 9951 7291
+86 135 9951 7291 support@delishmachine.com
support@delishmachine.com