In the hot stamping process, over 60% of hot stamping quality issues stem from the hot stamping machine itself, but from the upstream slitting stage. The quality of tension control in the slitting machine directly determines the flatness, tightness, and integrity of the hot stamping foil roll. Excessive tension causes the foil to stretch and deform, making it difficult to apply the pattern correctly during hot stamping; If the tension is too low, the roll becomes loose and shows 'chrysanthemum patterns,' making it difficult to feed the foil smoothly during machine loading; Tension fluctuations and the coil tightening and loosening around the coil are all quality hazards.
This article will focus on the core of tension control, breaking down a systematic solution from a practical perspective to say goodbye to burrs and wrinkles.
1. Why is hot stamping foil so "sensitive" to tension?
Hot stamping foil (electrochemical aluminum) is a multilayer composite structure, typically composed of a PET base layer, release layer, color layer, aluminum coating, and adhesive layer. This structure determines its "delicacy":
• Easy stretch:When the PET base film is under excessive tension, it can become elastic or even plastically deformed. After hot stamping, the hot stamping shrinks again, causing pattern displacement.
• Fragile coatings: Coatings are extremely thin, and excessive tension or fluctuations can cause microscopic cracks, affecting transfer performance and even causing cracking and blackening.
• Sensitive edges: If the edges of the slitted foil roll are unevenly stressed, it is very easy to develop curled or ruffled edges, resulting in inaccurate stamping.
Understanding these three points makes it clear that tension control is not simply "tightening" but about establishing a dynamically balanced microstress system.

2. Core Practice: Four steps to create a zero-flaw tension system
1. Winding and rewinding must use "taper tension," avoiding constant tension traps
Many operators tend to set a fixed tension value, which is the biggest misconception. During slitting, the diameter of the coil keeps changing—the diameter of the unwinding roll gets smaller, while the winding diameter gets larger. If constant tension is used, it will inevitably lead to internal tightness and external looseness, or internal looseness and external tightness.
Practical Plan:
• Unwinding taper: As the coil diameter decreases and material weight decreases, the braking force should be reduced accordingly. If the taper does not drop, the foil at the bottom of the large roll will be overstretched.
• Winding taper: As the coil diameter increases, the winding tension should gradually decrease. This prevents the inner material from being compressed and compressed by the outer layer, ensuring consistent hardness from the core to the outside.
Experience data: The winding tension is usually set at 80%~90% of the slitting tension, and the initial tension can be reduced by 10%~15% to prevent core deformation.
2. Dynamic compensation for acceleration and deceleration moments: eliminating "shock waves"
The moment the slitting machine starts, accelerates, slows down, and stops, the tension fluctuations are at their most intense. If the control system lacks compensation functions, the inertial impact caused by speed changes will directly affect the foil, causing coating breakage or edge drawing.
Practical Plan:
Choose a slitting machine equipped with pre-acceleration compensation and inertia compensation functions. Before the speed changes, the controller pre-adjusts the output torque to counteract inertial shocks and ensure the tension curve remains flat. The tension adjustment response time for high-end equipment should be less than 50ms to accommodate high-speed slitting.
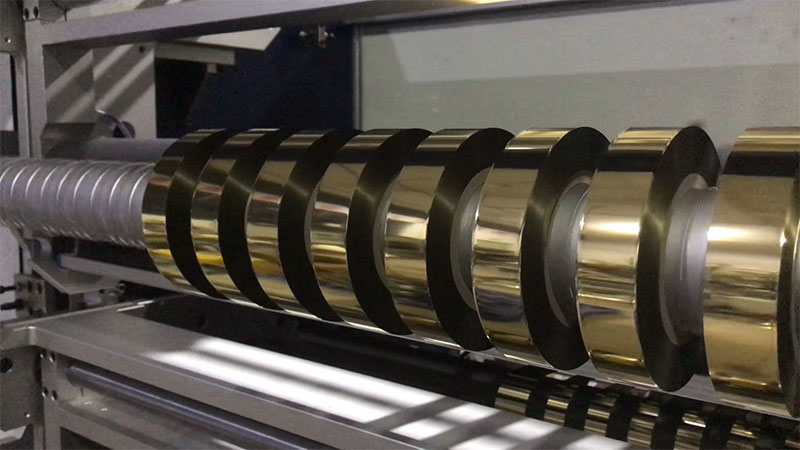
3. Tension zoning isolation: Establish a "neutral zone" at the slitting blade
This is the easiest to overlook yet the most critical link. If the material at the slitting blade trembles with tension, the blade will cut like a "saw," producing microscopic serrations—this is the root cause of gold-stamped rough edges.
Practical Plan:
Modern high-end slitting machines are usually designed with multiple tension control zones: unwinding zone, traction zone (before and after slitting blades), and winding zone. It is essential to ensure that the material at the slitting blade is in a "zero tension fluctuation" state, with real-time feedback from the floating roller or tension sensor to isolate the fluctuations outside the cutting area.
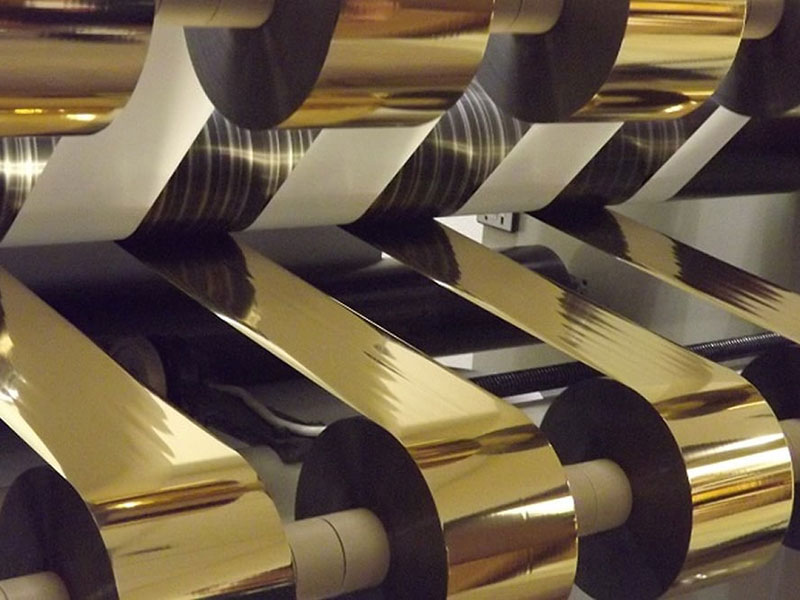
4. Pressure linkage adjustment for the winding compression roller: air is discharged, and the end face is mirror-shaped
When winding thin hot stamping gold foil, air easily gets absorbed, causing uneven ends or 'string rolls.' The pressure of the roller compression must be linked to the winding tension.
Practical Plan:
• Early winding stage: small diameter requires high contact pressure to expel air.
• Late winding stage: As the diameter increases, contact pressure should gradually decrease to prevent end face compression deformation.
The ideal winding end face should be as smooth as a mirror, which is the prerequisite for the hot stamping machine to deliver foil at high speed and smoothly.

3. How to "Tailor" Tension to Different Materials?
Foil foil comes in a variety of materials, and you can't have a single spec to dominate:
| Material type | Recommended tension range | Key points to note |
| PET substrate foil | 2.5~4.0N/cm² | High tensile strength allows for high tension to ensure smooth cut edges |
| Paper-based foil | 1.0~2.0N/cm² | It is prone to tensile deformation and must be kept at low tension and constant |
| Transfer foil/laser foil | 1.5~2.5N/cm² | It is extremely sensitive to fluctuations and is recommended for closed-loop control |
| Metallic texture foil | 2.0~3.0N/cm² | Excessive levels can cause coating peeling |
Golden rule: First test cut with lower tension, observe flatness, and gradually increase to the optimal value. The winding tension should be slightly lower than the unwinding tension by about 10%~15%.
4. Quick Reference Table for Hot Stamping Defects Caused by Tension Issues
| Phenomenon of foil stamping defects | The root cause lies in slitting tension |
| Gold foil patterns "bubble" or "flying gold" | If the winding is too tight, the coatings will stick and stick backward, causing the release layer to crack prematurely |
| Foil stamping edges with "burrs" or "serrations" | During slitting, the foil ribbon shakes at the blade and stretches and deforms |
| Inaccurate overprinting on the gold foil foil area | If the tension during unwinding is too high, the PET substrate stretches irreversibly, causing secondary shrinkage when heated |
| The foil strip breaks during high-speed hot stamping | The winding is tight inside and loose outside; when stopping and restarting, interlayer slipping causes sudden loosening |
5. Supporting Action List
No matter how good the tension plan is, it still relies on execution assurance:
1. Establish a blade replacement log: Blunt blades are the number one accomplice to rough edges, and 90% of sudden burr issues are resolved by changing the blade. For high-demand products, even if the cut looks decent after a certain meter length, it must be replaced by forced replacement.
2. Control ambient temperature and humidity: recommended temperature 20~25°C, humidity 50%~60%. Dry environments easily generate static electricity, causing foil powder to fly and adhere to the cut edges.
3. Daily inspection of guide rollers: Ensure the guide rollers are smooth, free of grooves, and free of dust accumulation, avoiding scratches on the foil surface or indirect burrs.
Tension control is the "soul" of hot stamping foil slitting. Mastering the three core elements of taper control, dynamic compensation, and zonal isolation, and flexibly adjusting according to different materials, burrs and wrinkles can become a thing of the past. When the winding end is as smooth as a mirror and the cut is smooth and flawless, the quality rate of the hot stamping process is solidly guaranteed.

 Automatic Foil Roll Cutting Machine
Automatic Foil Roll Cutting Machine 1400mm Hot Stamping Foil Slitting Machine
1400mm Hot Stamping Foil Slitting Machine 800mm Hot Stamping Foil Slitting Machine
800mm Hot Stamping Foil Slitting Machine Manual Foil Roll Cutting Machine
Manual Foil Roll Cutting Machine 1350mm Hot Stamping Foil Slitting Machine
1350mm Hot Stamping Foil Slitting Machine 1400mm Copper Foil Slitting Machine
1400mm Copper Foil Slitting Machine Photo & Card Print Ribbon Rewinding Machine
Photo & Card Print Ribbon Rewinding Machine 1350mm/1600 Foil Slitting Machine
1350mm/1600 Foil Slitting Machine




 +86 135 9951 7291
+86 135 9951 7291 support@delishmachine.com
support@delishmachine.com