In the performance evaluation of slitting machines, speed, tension and precision are the three core parameters, which restrict each other and require dynamic balance. Here are the key analyses and balancing strategies:
1. Speed (production efficiency)
• Impact: High-speed slitting directly increases production capacity, but may cause:
◦ Increased difficulty of tension control (material jitter, offset);
◦ Decreased accuracy (blade wear, thermal expansion error);
◦ Scrap rate rises (e.g., edge burrs, delamination).
• Optimization direction:
◦ Split speed regulation: Set the optimal speed range based on material properties such as film, paper, metal foil.
◦ Dynamic acceleration: Slow acceleration is used in the start/stop phase to reduce the impact of inertia on tension.
◦ Thermal management: Blades and bearings need to be cooled during high-speed operation to avoid thermal deformation affecting accuracy.
2. Tension (material stability)
• Effects: Insufficient or excessive tension can cause:
◦ Material slippage and tensile deformation (affecting dimensional accuracy);
◦ Uneven coil end face (subsequent process problems);
◦ Risk of banding breakage (especially brittle materials).
• Optimization direction:
◦ Closed-loop control: Adopt PID algorithm + tension sensor to adjust the torque of the magnetic powder clutch or servo motor in real time.
◦ Segmented tension: Automatically adjusts according to the change of the roll diameter (taper tension control), and reduces the tension when the roll diameter is large.
◦ Material adaptation: Different materials (e.g., PET film vs. copper foil) require preset tension curves.

3. Accuracy (slitting quality)
• Impact: Accuracy depends on:
◦ Mechanical rigidity (guide rail, cutter shaft runout);
◦ Dynamic response (servo tracking error);
◦ Slitting method (round cutter, straight cutter, laser).
• Optimization direction:
◦ High rigidity design: use linear guide rails, pre-tensioned bearings to reduce vibration.
◦ Online detection: real-time feedback from laser width measurement or CCD camera, linkage with the correction system.
◦ Tool compensation: Automatically adjusts tool position based on wear data (nanometer fine-tuning).
Balance strategy: synergistic optimization of the three
1. Material priority principle:
◦ Thin/soft materials (e.g., lithium battery separators) → prioritize tension and accuracy at the expense of some speed;
◦ Thick/hard materials (such as jammed paper) → increase speed but require enhanced tool wear resistance.
2. Dynamic Responsiveness:
◦ High-performance servo drives (e.g. EtherCAT bus) are used to ensure the synchronization of tension and speed instructions.
3. Intelligent compensation:
◦ Predict tension fluctuations at different speeds and pre-adjust them through historical data learning (e.g., AI algorithms).

4. Equipment selection reference:
| parameter | Low-end devices | High-end equipment |
| velocity | ≤300m/min | ≥800m/min (with dynamic balance) |
| Tension control | Open loop ± 10% | Closed-loop ±0.5% |
| precision | ±0.2mm | ±0.02mm (with temperature compensation) |
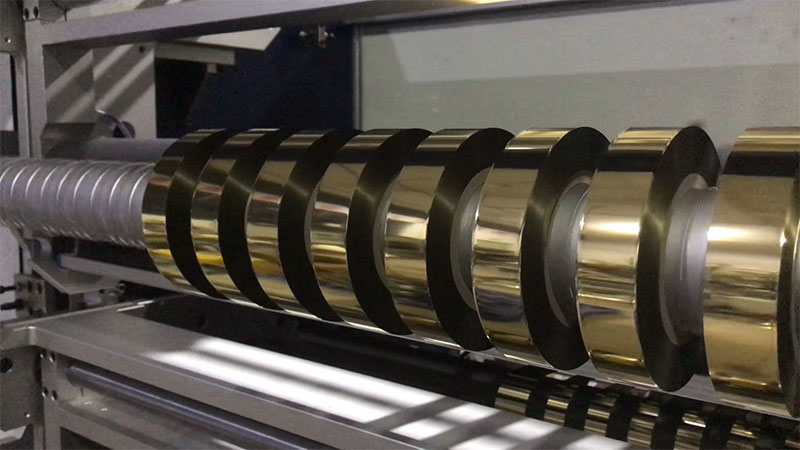
Case: Lithium battery pole slitting
• Contradiction: Copper foil needs to be high speed (cost reduction) but extremely thin (easy to break the belt).
•Solution:
◦ The speed limit is less than 150m/min;
◦ Tension control at 2~5N (closed-loop feedback);
◦ With diamond-coated tools, the accuracy is maintained ± 0.03mm.
conclusion
Balancing the three needs to be considered from the perspective of material properties, equipment capabilities, and process goals. High-end slitting machines achieve dynamic balancing through sensor fusion and intelligent control, while ordinary equipment needs to find the Pareto optimal solution of "speed-tension-precision" through process testing.




 Automatic Thermal Transfer Ribbon Slitting Machine RSDS8 H PLUS
Automatic Thermal Transfer Ribbon Slitting Machine RSDS8 H PLUS 1400mm Hot Stamping Foil Slitting Machine
1400mm Hot Stamping Foil Slitting Machine Semi Automatic Thermal Transfer Ribbon Slitting Machine RSDS5 PLUS
Semi Automatic Thermal Transfer Ribbon Slitting Machine RSDS5 PLUS 800mm Hot Stamping Foil Slitting Machine
800mm Hot Stamping Foil Slitting Machine High Speed Slitting Machine
High Speed Slitting Machine New Energy Ultra-thin Film Slitting Machine For Capacitive Film
New Energy Ultra-thin Film Slitting Machine For Capacitive Film 1350mm Hot Stamping Foil Slitting Machine
1350mm Hot Stamping Foil Slitting Machine Customerized Slitter
Customerized Slitter




 +86 135 9951 7291
+86 135 9951 7291 support@delishmachine.com
support@delishmachine.com